| 超精密機械加工 |
| 精密機器を改善提案、最適設計により品質、納期、価格改善の具現化を計ります。 |
| 当社に於いて製作しました超精密部品を当社では検査機器がない為、外部にて検査をした事例です。 |
| 検査場所:東京都多摩中小企業振興センター |
| 参考図面 |
|
 |
材料:A7075S
形状:75*100*17
要求寸法公差:
ピッチ=0.305±0.005
累積公差:
0.305±0.005×200=61±0.005
V形状底部深さ:0.113 |
|
|
| 加工部品 |
|
 |
検査治具仕様:
溝倣いプローブ形状:
先端球:0.005
プローブ材質:超硬球 |
| 本製品はSKS3でHRC60,G仕上げをA7075S、M/C仕上げにVA、VEをおこない、40%のコストダウンが出来ました。 |
|
|
| 測定機 |
|
 |
測定器名称:表面粗さ・輪郭形状測定機メーカー名:東京精密 サーフコム2800E |
検査機概要:
測定物の表面粗さを触針方によって自動で計測可能。粗さ曲線や各種パラメーターの計算結果などの測定データが得られる。また触針を換えることにより輪郭形状を測定することも可能。
検出部を交換することで、非接触で部品の粗さを測定することも出来る。 |
|
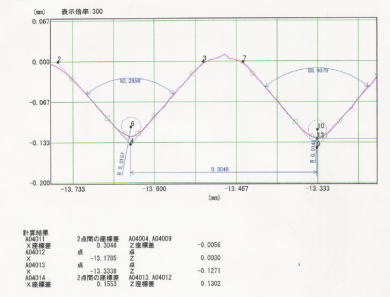 |
検査内容:
V形状の角度は82.2856度と80.9079度が見られるが、此処はこの検査機での限界測定値である模様。
0.305のピッチについては0.3048と測定出来ました。これは他の測定でもほぼ同内容となりました。
V形状底部の寸法は図面上では0.113ですが、ほぼ0.113当たりを表示しております。 |
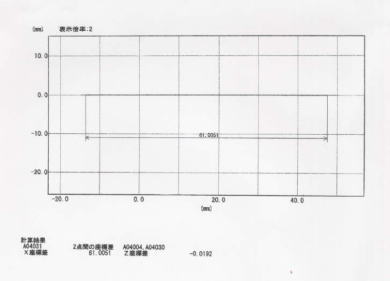 |
検査内容:累積公差の検査をおこないました。
0.305±0.005×200=61に対して61.0051の実測値を得る事が出来ました。
これはV形状の加工を200回おこなっても累積で0.0051以内の寸法に入った物となりました。
また、61の範囲内での表面上の平面度は0.0192以内と言う結果も得る事が出来ました。 |
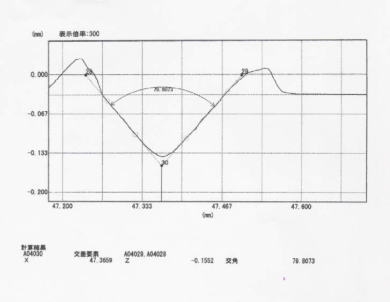 |
検査内容:
V形状の角度は79.8073度と表示されています。。
V形状底部の寸法は0.133当たりを表示しております。これは他の測定でもほぼ同内容となりました。 |
|
|
|